專注自動化領域15年
您有1條未讀詢盤信息(xī)!
請您登錄網站後台查看!



水泥生產線DCS控製解決方案(àn)
一、 工藝介紹(1200t/d熟(shú)料水泥生產線)
水泥生產的工藝過程(chéng),通常可以簡要地概括為“兩(liǎng)磨一燒”,即首(shǒu)先將(jiāng)原料粉磨成生(shēng)料,然後經過煆燒形成熟料,再將熟料粉磨成水泥(ní)。
從砂(shā)岩庫、石灰石庫、鋼渣庫、粉煤灰庫經過定比配料係(xì)統混合成(chéng)原料粉,傳(chuán)送係統將原料粉傳(chuán)送進生料(liào)磨機進行(háng)生料製備,製備好的生料(liào)進均化庫(kù)。均化庫裏的生料通過定量給料機將生料送進預熱器(qì)預熱後進回轉窯係統煆燒成熟料。煆燒後的熟(shú)料經過(guò)冷卻破碎後(hòu)即可以(yǐ)送入成品站的成品磨機磨成成品水泥。本(běn)係統共分為廢氣處(chù)理及配料係統、生料(liào)製備、窯尾(wěi)、回轉窯、磨機、成品係統。
二、控製係統
廢氣處理及配料係統
從石灰石廠購進的石灰石、煉鋼廠購(gòu)進(jìn)的鋼渣、砂岩廠購(gòu)進的砂岩分別通過提升機提升到各自的庫存係統裏麵,在生料磨機已經啟動(dòng)的前提下,原料粉通過皮帶核子稱(chēng)定比配料係統進行(háng)下料(liào)。
核子稱工作原理:核子稱是利用物料對(duì)γ射線的吸(xī)收原理進行工作(zuò)的(de),屬於非接觸式測量裝置。射線(xiàn)穿透輸送機上的物(wù)料後,一部分被物料吸收,強度減弱。變化規律為:-Uрdр I=I0 e(1)式中:I—穿透(tòu)輸送機(jī)上的物料後,探頭處γ強度(dù);I0—輸送機空載時探頭處γ強度;Uр—物料對γ射線(xiàn)的質量吸收(shōu)係數;d—物料厚度;р—物料(liào)密度;設輸送機寬度為b,長度l上麵的物料重量為(wéi)W,則有р=W/(b.l.d)(2)將(jiāng)(2)式代入(1)式後可得:F=W/1=-(b/ Uр)ln(I/I0)(3)式(shì)中F為(wéi)輸(shū)送機單位長度上的(de)物料重量,定義為輸送機負(fù)荷。對一特定的輸送機和特定的物料,b和 Uр都是常數,因此可令:K1=-(b/ Uр)(4)代入(3)式可得到: F= K1ln(I/I0)(5)式(shì)中(zhōng),K1為負(fù)載常數,其值有實物標定得到。
探頭中的電離室在γ射線照射下產生(shēng)一弱電流信號,經I—V型前置放大(dà)器後轉換成電壓信號,電壓值正比於探頭處的γ射線強度,所(suǒ)以(5)式可改寫成:F= K1ln(U1/U0)(6)式(6)中(zhōng),U1為有(yǒu)載(zǎi)時探頭輸出的電壓值,U0為空載時探頭輸出(chū)的電壓(yā)值。不難看出,以上推導在物理上並不嚴謹,若物料的寬度和堆積(jī)形狀變化(huà)很大,K就不是(shì)一個常數。但經(jīng)過對大量的不同種類的物料和不同寬度的(de)輸送機(jī)實驗證明,公(gōng)式(6)成立。
對速度傳感器的輸出(chū)信號,同樣可求出(chū):V=K2.U2 (7)式中:V—物料傳輸速度;K2—速度常數,其值通(tōng)過標定得到(dào);U2—速度(dù)傳感器(qì)輸出電壓;由(yóu)(6)式和(7)式可得出,物(wù)料的流量P為:P=F.V= K2.U2 . K1ln(U1/U0)(8)某一段(duàn)時間(jiān)裏物料傳輸的總量W應為:W= ΣfiΔt i=1 (9)式中(zhōng) i=1:Δt為采(cǎi)樣周期(qī),I為采樣次數,n為該(gāi)段時間所包括的Δt數目。由此可知,隻要微機不斷對探頭輸出信號和速度傳(chuán)感(gǎn)器輸出信號(hào)進行采樣、計算(suàn),就可求出瞬時負荷、速度、流量和某一段時間內的累計量。
通過上述,核子稱在使用過程中無料(liào)厚度電流I可能產生漂(piāo)移,所以要每隔七天標定一次,每次標定300秒(可調)算出K1常數(shù),得出準確的厚度電流使配料**。皮帶(dài)速度標定得出K3常數。核子稱的標定界(jiè)麵(miàn)如下

配料控製要求:確(què)認(rèn)磨機啟動→過橋皮帶→提升機→皮(pí)帶輸送機→核(hé)子稱
實行自動定比下(xià)料(liào),設定總下(xià)料量通過各種物料的配比實行均勻下料。
配(pèi)料流程如下

生料製備
原料粉通(tōng)過帶式輸送機送入(rù)鬥提機經過橋皮帶下入生料磨機(jī),同時高溫風機對磨機內原料粉不斷(duàn)的吹風烘幹,磨成生料粉後經選(xuǎn)粉機將粗粉經帶式輸送機送回磨機;合格的細粉通過皮帶和鬥提機送入(rù)生料均化庫。如圖:

生料工段(duàn)控製如下:
1、進料聯鎖
收到磨機運行信號後延時10s(可修改),啟動過橋皮帶,收到運(yùn)行信(xìn)號後10s(可修改)啟(qǐ)動進料鬥提機,收到運行信號後延時10s(可修改)啟動庫底皮帶。當順序控製係統中前麵設備的運行消失後,後麵的設備要停止。
2、出料(liào)聯鎖
A)僅(jǐn)窯開(kāi)時
鼓風機啟動後,收到運行信號延時10s(可修改)啟動鬥提機,收到鬥提機運行信號(hào)後延時10s(可修改)啟動(dòng)除塵器1#和2#鏈式輸送(sòng)機,當順序控製係統中前麵設備的運行消失後,後(hòu)麵的設備要停止。
B)磨機和窯都開時(shí)(磨機運行信號具備)
鼓風機啟動後,收到運(yùn)行信號延時10s(可修(xiū)改)啟動(dòng)鬥提(tí)機,收到鬥提機運行信號後延時10s(可修改)啟(qǐ)動除塵器1#和2#鏈式(shì)輸送機
同時收到鬥提機運行信號後延時10s(可修改)啟動變頻器鏈式輸送機,收到運行信號後延時10s(可修改)啟動斜槽用風機同時延時5s(可(kě)修改)後啟動帶式輸送機,收到斜槽用風機運行信號後延(yán)時10s(可修(xiū)改),在收到帶式輸送機和斜槽風機的運行信號後延時10s(可修改)啟動選粉機變頻器,收到(dào)選粉機(jī)變頻器運行信號後延時10s(可修(xiū)改)啟動提升機,收到提升機運行信號後啟動出料用斜槽風機。
在本係統中,停機可分為故障停機和正常停機,故障停機即當順序控製係統中前麵設備的運行(háng)消失(shī)後,後麵的設備要立(lì)刻(kè)停機。正常停機時,需要按照啟動順序的相反方向進(jìn)行延時停止。具(jù)體(tǐ)的延時時間(jiān)(可修改)可見下圖。

窯尾係統
窯尾係統主要是將均化(huà)庫裏的生料(liào)通過(guò)定量給料機將生料送進錐形預熱器經(jīng)C1級預熱(rè)200~300℃、C2級(jí)預熱300~450℃、C3級預熱450~600℃、C4級(jí)預熱(rè)600~800℃後送進回轉窯煆燒。
窯尾係統主要聯鎖可分為均化庫下料操作、進料聯鎖和空氣炮聯鎖。
1、均化庫下料操作
圓形均化(huà)庫共有六個下料孔,兩(liǎng)個下料孔分為一組,共有三組下料(liào)操作,為了保持進(jìn)預熱器物料的平衡,稱重倉**小需保持20噸的物(wù)料。
當(dāng)稱重倉的重(chóng)量小於(yú)20噸時,啟動**組(zǔ)下料,當(dāng)稱重倉的重(chóng)量大於50噸時,關(guān)閉**組下料。
稱重倉的(de)重量再次小於20噸時,啟動第二組下料,當稱重倉的重量大於50噸時,關閉第二組(zǔ)下料。
稱重(chóng)倉的重量第三次小於20噸時,啟動(dòng)第三組下料,當稱重倉的重(chóng)量大於50噸時,關閉第三組下料(liào)。
稱重倉的重量第四次小於20噸時,啟動**組下料,依次循環下(xià)料。其操(cāo)作界麵如下(xià):

2、進料聯鎖
進料聯鎖是一個順序控製,依次啟動旋轉鎖氣閥、通(tōng)風機、提升(shēng)機、鼓風機和定量給料(liào)機。當前麵的(de)設備啟動失(shī)敗或者運行信號消失後(hòu),後麵的設(shè)備需要故障停止。在實際投運過程中,由(yóu)於現場設備的運行信號不穩定,經常間隙性的信號消失,根據用戶需求,我們把參與聯鎖設備的運行信(xìn)號都加上了延時,有效的克服了現場設備信號不穩定的不足。

3、空氣炮聯鎖
由於窯尾錐形預熱器內的負壓在下料過程中不斷的升高,為了保(bǎo)持物料下料中負(fù)壓平衡,設有12個空氣炮閥4個為一組,每隔10分鍾左右打一組,每(měi)個閥30秒鍾開(kāi)一次。
窯尾(wěi)工藝流(liú)程圖如(rú)下:

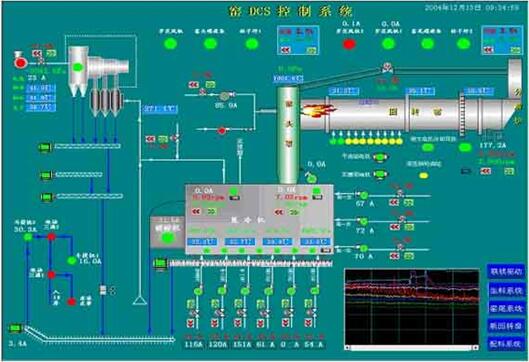
回轉窯係統(tǒng)
回轉窯係統主要是將預熱後的生料經過高溫煆燒成熟料再快速冷卻後破碎後送進成品磨。
作為建築材料水泥,其**主要的用途是生產(chǎn)混凝土用於工程建設,因此水泥(ní)的性能必須滿足混凝土生產及使(shǐ)用的要求。土木工程除要求混凝土(tǔ)有較高的(de)強度外,還要求其和易性(xìng)好(hǎo),硬化後的(de)耐久性要好。為達到這些要求,作為混凝土生產主要用材的水(shuǐ)泥應該是強度高特別是早期強度高,質量(liàng)均勻且穩定,和(hé)易性好,與減水(shuǐ)劑相適應性好。具體反映在要求水(shuǐ)泥(ní)強度高、標準稠度用水量少、水化熱低等。熟料是(shì)水(shuǐ)泥的主要組(zǔ)分,欲磨製高品(pǐn)質的水泥必須有高品質(zhì)的熟料,因此首先應提高熟(shú)料的質量。在(zài)提高熟料質量(liàng)的諸因素中,提(tí)高煆燒溫度、快速(sù)冷卻是**重要的工藝因素。
因此在(zài)回轉窯係統中主要檢測參(cān)數(shù)有:燒成帶溫度、煤氣溫度、熟料(liào)溫度、煤氣壓力入窯風壓、入窯風量、入窯生料量、窯轉速等
回轉窯係統主要聯鎖有破碎機出料聯鎖、鎖風閥聯(lián)鎖。
1、破碎機出料聯鎖
破碎機出料聯鎖是一(yī)個順序控製,依次啟動鬥式提升機、熟料鏈(liàn)鬥機(jī)、熟料拉鏈機、熟料破碎機、篦冷機變頻器等設備。當前麵的設備出現故障或者運行信號消(xiāo)失後,後麵(miàn)的設備(bèi)需(xū)要(yào)故障停止(zhǐ)。
2、鎖風閥聯鎖
當熟料拉鏈機啟動後,自動打開七個電動鎖風閥,熟料拉鏈機停止(zhǐ)後,自動關閉七(qī)個電動鎖風閥。
回轉窯係統流程圖如下:
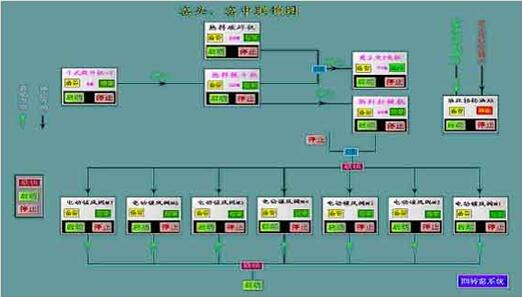
成品係統
從熟料庫來得(dé)熟料和石灰石、水渣、石膏等原料配料後送入磨機,生產(chǎn)出成(chéng)品水泥。這個工段主要是均勻(yún)配(pèi)料控製,通過核子稱實現自動配(pèi)料。
配料控製圖

成品流程圖

配料誤(wù)差實時趨勢(shì)
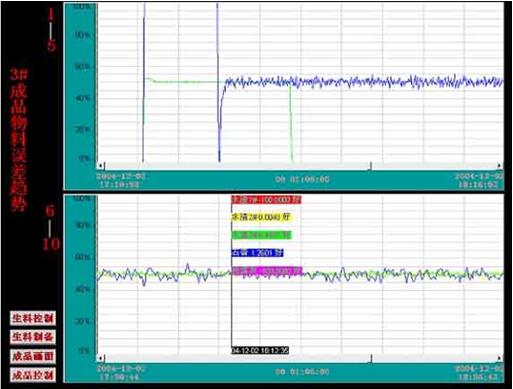
三、曆史趨勢、根據用戶要(yào)求進行分組,溫度趨勢、壓(yā)力趨勢、控製溫度趨勢(shì),在操作界麵上(shàng)任意切換。
 相關案例推薦
相關案例推薦 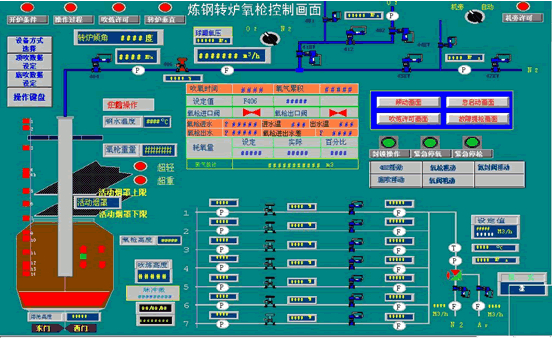
煉鋼廠回(huí)轉爐自動化控製係統解決方(fāng)案 整個自動化控製係統的配置達到當今國內**水平,電氣、儀表、計算機(EIC)控製一體化,具有方便、快捷和友好的人機操作界麵(HMI),EIC網絡(luò)數據通訊一體化(huà),具(jù)有高速、大(dà)容量和開放的技術性能。


冶金自動化解決(jué)方案 1方案概述 冶金企業全流程生(shēng)產包括礦山開采、原料、焦化(huà)、燒結、煉鐵、煉鋼和軋(zhá)鋼等生產過程(chéng)。鋼鐵企業生產過程流程前一階段即冶煉階(jiē)段以化學反應為主,包括焦化、燒結、煉鐵、煉鋼,其生產過程基本連續,屬連續型生產過程。後一階段即軋製(zhì)階段以物理變化為(wéi)主,軋鋼的這些工藝又具有離散型(xíng)生(shēng)產企業的某些特征。目前,冶金企業所追求的已不僅僅是某一個生產工(gōng)序的自動化控製水平,而是企(qǐ)業整體的綜合自動化水平,因此需要(yào)生產實(shí)時信息、自動(dòng)化技術、綜合管理的集成,從而使生產信息真(zhēn)正成為企業資源,同時(shí)進一步(bù)來完成信息流、物(wù)流與資金流的集成,**程度的提高企業的運行效(xiào)率及(jí)過程優化。

項目概述 中國**的鋼(gāng)鐵廠之一正在尋找合適的通訊控製單元,在(zài)偏遠的(de)現場站點實現協議轉換和數據處理。這些設備將取代IPC,作為前置通訊處理機,並與後台控製中心的**管理平台相連。 該鋼鐵廠已經在變電(diàn)站係統(tǒng)搭建了若幹子係統。每個子(zǐ)係統都使用智能(néng)電表來優化資源(yuán)、集中(zhōng)管理、提**率。此外,所有分布在外點現場的智(zhì)能電(diàn)表需要接入“CCMS3000**管理係統”進行集中監測和管理。每(měi)個35KV/10KV變(biàn)電站通訊通過網絡與後(hòu)端服務器建(jiàn)立通訊,並進行(háng)集中(zhōng)管(guǎn)理和(hé)監控。整個係統的目的是為了優化(huà)電(diàn)網的管理和(hé)維護成本,提高配電質量(liàng)和管(guǎn)理,並實(shí)時發現、分析、記錄和(hé)處理問題。

煙氣排放連續(xù)監(jiān)測係統是一種對煙氣成(chéng)份(SO2 、NOx、煙塵)及相關(guān)煙氣(qì)參數進行在線自動連續監測的設備(bèi)。本設備是集光、機、電及計算機技術為一體的高科技(jì)產品(pǐn),采用**環保總局及美國環境保護(hù)組織(USEPA)推薦(jiàn)的紫外差分吸收光譜(pǔ)技術,具有在線連(lián)續測量、價格低、係統工作可靠、運行維護費用低、安裝(zhuāng)簡便、無需人員監守等優點(diǎn)。





 當前位置:
當前位置:
 行(háng)業解決方案
行(háng)業解決方案