專注自動化領域15年
您有1條未讀詢盤信息!
請您登錄網站後台查看!


煉鋼廠回轉爐自動化控製(zhì)係統解決方案
整個自動化控製係(xì)統的配(pèi)置達到當今國內**水平,電氣、儀表、計算機(EIC)控製一體化,具有方便、快捷和友好的人機操作界麵(HMI),EIC網絡數據通訊一體化,具有高速、大容量和開放的技術性能。
1、 基礎自動化
轉爐基礎自動化係統是實(shí)現轉(zhuǎn)爐係統控製的基礎,該係統主要包括HMI操作站、PLC、儀表(biǎo)、變頻(pín)器和現場控製箱等。各個組(zǔ)成部分通過工業以太環(huán)網和DeviceNet網連接,實現對轉爐係統的控製功能。
1、1 控製係統(tǒng)結構及其特點
控製站選(xuǎn)用施奈(nài)德Quantum PLC係列,CPU選用140CPU係列中高(gāo)性能的(de)53414CPU,遠程站采用當前**的現場總線產品(CRP係列模(mó)塊),編程軟件使用施奈德 Concept2.6。數據通訊網絡以德國赫(hè)斯曼工業型光纖交換機MICE係列為核心構成100M高速光纖環網,各(gè)控製PLC通過NOE以太網絡通訊模塊和屏蔽5類雙絞線連接到工業以太環網上,各站遠(yuǎn)程操(cāo)作箱,操作台以及(jí)氧槍(qiāng)、傾動、投料變頻器則通過DeviceNet網(wǎng)連接到其主PLC站上,操作站采用西門子工業計算機配Win2000+SP3操作係統,HMI監控軟(ruǎn)件(jiàn)采用施耐德Monitor Pro 7.2,通過以太(tài)網卡、雙絞線與(yǔ)工業以太網相(xiàng)接。係統具有以下特點:
(1) 電氣、儀表和計算機係統(tǒng)采用網絡連接(jiē),實現EIC三(sān)電一體化。
(2) 電氣和儀(yí)表采用相同的控製設備(bèi),編程及(jí)控(kòng)製(zhì)統一,且在同一網絡上,通(tōng)訊(xùn)方(fāng)便,減少了(le)通訊硬件接口,合理分擔控製功能;電氣和儀表采用相同的操作站,操作(zuò)簡化(huà)且統一,有利於穩定生產。
(3) 遠程站
現場操作箱、操作(zuò)台等遠程站采用工業現(xiàn)場總線產品,極大(dà)地減少了設計工(gōng)作(zuò)量、電纜施工量等,各箱體通過DeviceNet網連接,提高了係統的可靠性和(hé)維護方便性。
1、2 網絡係統及其特點
轉爐自動化係統(tǒng)中的數據通訊網絡是以德國赫斯曼工業型光(guāng)纖交換機MICE係列為核心構成的100M高速光纖環(huán)網。
赫斯(sī)曼MICE係列(liè)交換機(jī)采用靈活的構網(wǎng)方式,無論(lùn)在控(kòng)製櫃或分散的現(xiàn)場操作箱內都可以結(jié)合各種功能達到特(tè)殊的要求。它采用無風扇散熱方(fāng)式,可以冗餘供電,支持HIPER—Ring,達到了很高的可靠(kào)運行等級。模塊化結構是MICE的突出特點之一,它有一個交換機和若幹個通訊介質模塊組成,交換機包含除了網絡接口以外的所有工業交換機的功能,而介質通訊模塊提(tí)供了網絡的接口功能(néng)。這一切可使你按照要(yào)求選用設(shè)備,避免了(le)資金浪費,模塊化結構也為用戶的投資提供了保障。另外MICE網絡交換機提供多種方法管(guǎn)理(lǐ)網絡係統:a、通過V.24串行口連接進入MICE提供的用(yòng)戶界(jiè)麵;b、在網(wǎng)絡上的任意位置通過Web瀏覽器訪問MICE上提供的用戶友好界麵;c、集中的使用SNMP管理軟件,如HiVision軟件,訪問MICE上(shàng)的SNMP代理機構。
1、3 控製方式及特點
轉爐PLC係(xì)統共有15套,按每轉爐、公(gōng)用係統分開(kāi)的原則設置,以**一座轉爐檢修或故障情況下不影響其他轉爐正常運行。
單體(tǐ)設(shè)備的基本運轉分為自動、手動兩種(zhǒng)方式,操作場所分為**、現場兩種選擇。係(xì)統的運轉分為計算機、自動、手動三種方式,操作場所固定於**。在“計算機”方式下(xià)PLC接受L2級(jí)計算機模型數據(jù)並(bìng)進行實時控製,包括氧氣流量、底吹氣體(tǐ)種類及流量、氧槍高度(dù)、副原料種類及重量;在“自動”方(fāng)式下,PLC根據(jù)內部保存的初設計劃模式自動進行煉鋼;在“手動”方式下,PLC根據人工設定數(shù)據(jù)控製煉鋼生產。
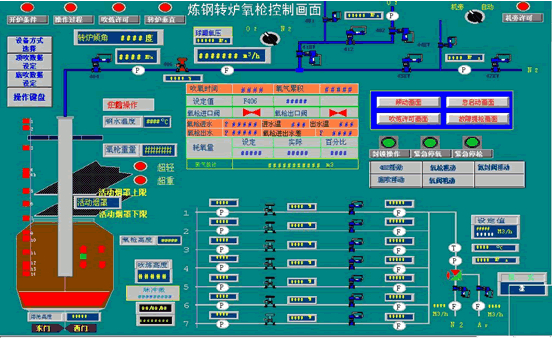
根據轉爐煉鋼的生產工(gōng)藝特(tè)點,**控製室操(cāo)作站CRT的數量每爐配置3台。在(zài)正常操作時,3台CRT分擔的(de)監控內容有所(suǒ)區別,但在異常情況下可以(yǐ)互為備(bèi)用,甚至用一台CRT也可以完成吹煉作(zuò)業。主要(yào)監(jiān)控內容有(yǒu)頂底複吹、氧槍傾動、副原料和鐵(tiě)合金投料、氣化冷卻煙氣淨化、一次除塵、二次除塵等。在係統上料操作室、風機房(fáng)操作室和二次(cì)除塵操(cāo)作室分(fèn)別設立操(cāo)作(zuò)站,監視各自的設(shè)備。為安全(quán)起見,防止誤操作,各轉爐操作站設計成專用形式,即本爐操作(zuò)站隻能操作(zuò)本爐設備,不能控(kòng)製其他轉(zhuǎn)爐設備,但公用設備除副原料上料係統外(wài)在各爐均可操作。
設備的運轉操作及監視(shì)基本上通過主控室的操作站畫麵(miàn)完成,為了生產的安(ān)全性和方便性,設置了硬件操(cāo)作台,上麵設有(yǒu)必要的操作開關、操作按鈕、數(shù)據顯(xiǎn)示及關鍵設備的緊急停止按鈕等。
PLC軟件的開發采用了模塊化的方式,在編程前規劃好PLC的內存和數據塊,劃分站間(jiān)通訊數據區及HMI顯示數據區;不同類型的程序采用不同的組織塊調用,吹煉時(shí)鍾、流量累加(jiā)、PID調節采用定周期調用;根據工藝(yì)特點(diǎn),采用多種編程邏輯、如對過程級數據處理采用語句表編程,對底(dǐ)吹控(kòng)製采用順序功能圖編程等;對操作數據(jù)進行安全處理,如對設定數據的合理性檢驗、變化速率的約(yuē)束等。
在控製功能上,實現了“計算機”方式下的全程自動化煉鋼,該係統具有以下主(zhǔ)要功(gōng)能和特點:
(1) 副原料、鐵合金上料的優先順位控製。根據(jù)“料倉組合(hé)設定表”中規(guī)定的優先順序輸送,而不是根據料空的順(shùn)序輸送,以滿足轉爐工藝的控製要求。
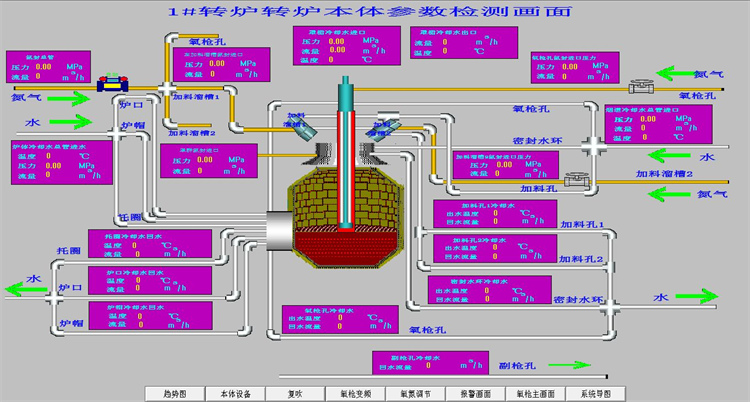
(2) 爐頂料倉的在庫量(liàng)管理。根據爐頂料位計(jì)、料位開關(guān)和上料皮帶秤信號計算爐(lú)頂料倉的在(zài)庫(kù)量,並對落(luò)差量進行實時修正。
(3) 吹煉(liàn)的狀態遷移控製。根據吹煉計劃表和現(xiàn)場設備狀態控製氧氣流(liú)量、底吹氣體種類和流量、氧槍(qiāng)槍位、副槍測(cè)量、副原料(liào)種類和投入量。
(4) 汽包水位的自(zì)動控製。根(gēn)據吹煉時期對鍋爐汽包水(shuǐ)位實行三衝量或單衝(chōng)量調節。
(5) 氧槍和傾(qīng)動係統采用交流傳動控(kòng)製,配置緊急後備電源。在(zài)緊急情況下,**設備的安全性。
(6) 副槍係統也采用交流傳動控製,配(pèi)置緊急後備電源,數(shù)據處理(lǐ)采用DIRC-5計算機係統(tǒng),具有測量、定碳、定氧,可使用TSO定氧探頭進(jìn)行液麵的測量計算。

2、電氣傳動控製
煉鋼係統是鋼鐵(tiě)廠的中心環節,轉爐傾動、氧槍升降電氣傳(chuán)動設備的控製(zhì)有為重要,它與吹氧(yǎng)係統有著**直接的聯(lián)係,電氣設備的控製速度與定位(wèi)精度直接(jiē)影響到冶煉周期和吹氧效率,因此(cǐ)如何控製(zhì)轉爐(lú)傾(qīng)動設備以及如何自(zì)動快速**地進行氧槍、副槍位置控製成為提高鋼(gāng)產(chǎn)量及質量的關鍵(jiàn)。
2、1轉爐傾動裝置(zhì)電氣傳動及控製方式
電氣傳動一(yī)般可采用(yòng)公共支流母線和單獨一對一傳動兩種形式,而采用單獨一(yī)對一(yī)傳動形式從調速性(xìng)和可靠性等(děng)方麵均具有(yǒu)優越性。濟鋼三煉鋼(gāng)1、2、3#轉爐(lú)采用的(de)是單獨一對一傳動控製方式,變頻器選用西(xī)門子SIMOVERT MASTERDRIVERS 6SE70係列三相(xiàng)交流矢量控製變頻(pín)器。該裝(zhuāng)置的控製功能有:帶編碼器的矢量控製應用於需要高度**轉矩和動態響應;無編碼器(qì)的矢量控製在水泵、風機的簡單應用和(hé)U/f控製。
4台轉爐傾動電(diàn)機同軸剛性連接,如果4台電機的輸出轉矩不(bú)平衡,縮短電機使用壽命。因此必須解決4台電機負荷平衡問題。采用一(yī)對一傳動方(fāng)式,可在傳動裝置上設(shè)置“主-從”方式,確(què)定主傳動裝置,通過脈衝編碼器引入速度反饋信號,設置公用的調速調節器,將主傳動的電流調節器的輸入(rù)信號(hào)同時輸(shū)出到三台從裝置的電流調節器中,由於電流(liú)調節器的輸入信號是相同的,其輸出也相同,故4台電動(dòng)機可**在等同的負荷下運行(háng),從(cóng)而**了運轉設(shè)備的平穩性(xìng)和負荷(hé)均衡性。
4台變頻器與(yǔ)主PLC之間通過DeviceNet網連(lián)接,每台變(biàn)頻器通過網絡接(jiē)受控製指(zhǐ)令和(hé)速度給定,並將設備的運行狀態傳送給主PLC;4台變(biàn)頻(pín)器通過SIMOLINK光纖網(wǎng)連接成一個環形結構,實現“一主三從”的控(kòng)製思想,完成主/從設備之間的數據通訊。

2、2氧槍的電氣傳動及其自動控製
2、2、1電氣傳動
每組(zǔ)轉爐設備有2套氧(yǎng)槍升降機構(A槍(qiāng)和B槍),配(pèi)備2套變頻控製櫃(A槍控製(zhì)櫃和B槍控製櫃)和一套製動控(kòng)製櫃,一套作為工作槍,另一套作為備用槍。變頻器選用SIMOVERT MASTERDRIVERS 6SE70係列三相交流矢量控製變頻器(qì)。
傳統的設計是“對應”控(kòng)製方式,即(jí)A槍變頻器控製A槍電機,B槍變(biàn)頻器控(kòng)製B槍電機。1、2、3#轉爐自動控製(zhì)係(xì)統中,兩套氧槍裝(zhuāng)置增(zēng)加(jiā)了“交換”控(kòng)製方式,即:當選擇開關置於“對應”控製時,還是A槍變頻器控製A槍電機,B槍變頻器控製B槍電機;而當選擇開(kāi)關置(zhì)於(yú)“交換”控製時,在不進(jìn)行台車交(jiāo)換情況(kuàng)下,就(jiù)可完成A槍(qiāng)變(biàn)頻(pín)器控(kòng)製B槍電機,而B槍變頻(pín)器控製A槍電機。
氧槍“交換”控製技術是一(yī)種全新的控製技術。正常生產中,兩隻氧槍的變頻器、升降電機可以做(zuò)到互為備用(yòng)。其鮮明(míng)的特(tè)點有:機械故障時,在台車不移動的情況下(xià),可(kě)以通過電氣快速切換氧槍;電氣故障時(shí),在不更換變頻器、台車不移動的情況(kuàng)下,可以快速實現氧槍的正常控製。
另外,在氧槍(qiāng)製動控製上,**了氧槍電機的抱閘控製,實現了變頻器合/分閘、PLC程序輸出、變頻器本身輸出三點連鎖控製抱閘,使(shǐ)製(zhì)動控製技術更加**,係統更加安全、穩(wěn)定及可靠。主要特點有:當變頻(pín)器因故跳閘後,製動輸出自動實現抱閘(zhá),**了設備(bèi)的安全;當PLC故障(zhàng)時,無論變頻器工(gōng)作在什麽狀態,製動輸出都處於抱閘(zhá)狀態,****設備不失控,提高了控製係統的可(kě)靠性和安全性。正常生產過程中,因變頻器內部(bù)或外部線路原因造成(chéng)了變頻器不能正(zhèng)常工作和控製輸出,可通過PLC輸(shū)出完成電機的抱閘,**了係統、設備的安全、可靠與穩定。
2、2、2氧槍的自動控製
氧氣頂吹轉爐的自(zì)動控製中,氧槍高度的正確與否是一個相當(dāng)重要的環節。采用**的吹氧自動控製槍位(wèi)技(jì)術對氧槍的吹(chuī)煉點進行控製,可使氧槍準確的停(tíng)止在(zài)工藝操作要求的位置上,其定位(wèi)的精度相當高,從而更好的**了煉鋼過程計算機控製(zhì),實現了自動化。副槍作為另(lìng)一種重要設備,在氧槍下槍吹煉前測量液麵(miàn)高度,在吹煉周期中測溫取樣,其(qí)同樣對速度、位(wèi)置(zhì)控製有嚴格的要求。他們的高度位置控製基本是相同的(de),下麵以氧槍為(wéi)例,著重列舉其控製特點。
(1)位(wèi)置控製
氧槍上下移動的距離通過與電動轉筒同軸旋轉的(de)兩個**編碼器來計測(cè),即把垂直的位置量轉化為數字量(liàng)。正(zhèng)常生產(chǎn)中,以(yǐ)其中的一個為主(zhǔ),另一個(gè)**編碼器與之(zhī)比較作為校(xiào)準信號,偏差超出設定範圍時發出報警,過大時急停。
氧槍在多次(cì)上下移動過程中會(huì)產生突發性數(shù)字無差級編碼器數值換算時的累積誤差,如不加以修正則會發生氧槍檢測位(wèi)置與實(shí)際位置的偏差。為解決這一難題(tí),可在氧槍的換槍位設置(zhì)校正點。動作周期大(dà)體如下:預先將(jiāng)槍位的高(gāo)度實際值存入主PLC內存中(zhōng);氧槍每次換槍提到換槍位時該信(xìn)號讀入PLC中,使此時氧槍實際(jì)高度檢測記憶值強製性修(xiū)改。
(2)自(zì)動快速定位控製
現代化的轉爐煉鋼氧槍在吹氧過程中是根據吹氧量(liàng)的不(bú)同而(ér)自動調整槍(qiāng)位的。吹煉過程中(zhōng)氧槍調整槍位的速度將直接影(yǐng)響到冶煉周期和(hé)鋼(gāng)的(de)質量,因此(cǐ)希望氧槍能(néng)以**快的速度(dù)準確停止在指定位(wèi)置。
為了解決這一問題,控製時可采用位置閉環係統,將氧槍設定位置與實際位置的偏差值作為控製信號,並將其轉化為一個控製傳動裝(zhuāng)置的速度指令。為(wéi)縮短氧槍上升與下降時間,在設定值與實際偏(piān)差較大(dà)時,以較大速度(dù)運行,當設定值與實際偏差越來越小達(dá)到(dào)設定範圍時,控製速(sù)度給定按照預先(xiān)設定的函數(shù)曲線減小,**終使氧槍準確(què)停止在所要求的位(wèi)置(zhì)上。
3、結(jié)束語(yǔ)
通(tōng)過對國外煉鋼廠自動化技術的消化移植,結合煉鋼廠當前的具體情況及工藝要求,采用(yòng)當代**的技術設備而開發的1、2、3#轉爐自動控製係統使(shǐ)煉鋼廠(chǎng)轉爐的(de)自動控製和生產管理水平躍上了一個新的台階,滿足了今後生產和新技術開發、生產管理和信息管理的(de)需要。

 相關案例推薦
相關案例推薦
煉鋼廠回轉爐自動化控製係統解決方案 整個自動化控製係統的配置達到當今國內**水平,電氣、儀表、計算機(EIC)控製一體化,具有方便、快捷和友好的人機操作界麵(HMI),EIC網絡(luò)數據通訊(xùn)一體(tǐ)化(huà),具有高速、大容(róng)量(liàng)和開放的技術性能。


冶金(jīn)自動化解決方案 1方案概述 冶(yě)金企業全流程生(shēng)產包(bāo)括礦山開采、原料、焦化(huà)、燒結、煉鐵、煉(liàn)鋼和軋鋼等生產過程。鋼鐵企業生產過程流(liú)程(chéng)前一階段即(jí)冶(yě)煉階段以化學反應為(wéi)主,包括焦(jiāo)化、燒結、煉鐵、煉鋼,其生產過程基本連續,屬連(lián)續型生產過程。後一階段(duàn)即軋製階段以物(wù)理變化為主,軋鋼的這些工藝又具(jù)有離散(sàn)型生產企業(yè)的某些特征。目前,冶金企業所追求的(de)已不僅僅是某一個生產(chǎn)工序的自動化控製水平,而是企業整體的綜合自動(dòng)化水平,因此需要生產實時信息、自動化技術、綜合管理的集成,從而使生產(chǎn)信息(xī)真(zhēn)正成(chéng)為企業資源,同時進一步來(lái)完成信息流、物流與資金流的(de)集成,**程度的提高企業(yè)的運行效(xiào)率及過程優化。

項(xiàng)目(mù)概述 中國**的鋼(gāng)鐵廠之一正在尋找合適的通訊控製單(dān)元,在偏遠的現場站點(diǎn)實現協議(yì)轉(zhuǎn)換和數據處理(lǐ)。這些設備將取代IPC,作為前置(zhì)通(tōng)訊處理機,並與後台控製(zhì)中心(xīn)的**管理平台相連。 該(gāi)鋼鐵廠已(yǐ)經在變電站(zhàn)係統搭(dā)建了若幹子係統。每個子係統都使用智能(néng)電表來優化資(zī)源(yuán)、集中管理、提**率。此外,所有分布在外點(diǎn)現場的(de)智(zhì)能電(diàn)表需(xū)要接入“CCMS3000**管理係統”進行集中監測和管(guǎn)理。每個(gè)35KV/10KV變電站通訊通過網(wǎng)絡(luò)與後端服務(wù)器建立通訊,並進行集(jí)中管理和監控。整個係統的目的是為了優化電網的管理和(hé)維(wéi)護成本,提高配電質量(liàng)和管理,並實時發現、分析、記錄和處理問題。

煙氣(qì)排放連續監(jiān)測係統是一(yī)種對煙氣成份(fèn)(SO2 、NOx、煙塵)及相(xiàng)關煙氣參數進行在線自動連續監測的設備。本設備是集光、機、電及計算(suàn)機技術為一(yī)體(tǐ)的高科技產品,采用**環保總局及美國(guó)環境保護組織(USEPA)推薦的紫(zǐ)外差分吸收(shōu)光譜技術,具有在線連(lián)續測量、價格低、係統工作可靠、運(yùn)行維護費(fèi)用低(dī)、安裝簡便、無需人員監守(shǒu)等優點。



 當前位置:
當前位置:
 行業解決(jué)方案
行業解決(jué)方案
燈火")
